Lewis® Compatible — Built for Strong Acid Service
Industrial Chemical & Petrochemical Pumps Manufacturer
EMAIL: info@chempumps.cn
Lewis® Compatible — Built for Strong Acid Service
Industrial Chemical & Petrochemical Pumps Manufacturer
EMAIL: info@chempumps.cn
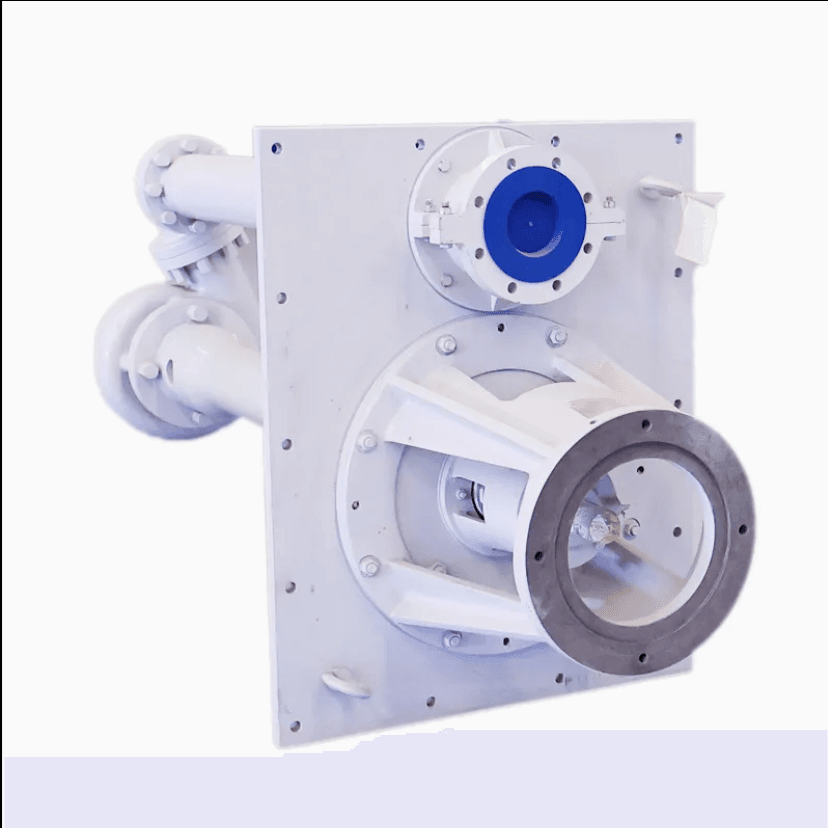

Long Life Chemical Pump for Multiple Acids Transfer Sulfuric Hydrochloric Nitric Acid Applications
Quick Info:
Certifications:✅CE │ ✅API 610 │✅ISO 13069
Customization: ⚙ Available
After-sales Service: yes
Warranty: 1 Year
In Stock: ✔
EMAIL: info@chempumps.cn
chemical pumps are engineered for extreme industrial environments, offering outstanding corrosion and wear resistance. Built with over 30 proprietary JSB-series special alloys, they handle highly corrosive media, including 93%–98% concentrated sulfuric acid and 105% oleum, at temperatures up to 120°C. Annual corrosion rates can be as low as 0.025 mm, ensuring long-term stability, reduced maintenance, and extended service life even under harsh conditions.
| Max.Capacity | ~3520m³/H | Max.Head | ~55m |
| Impeller Number | Single-Stage Pump | Driving Type | Motor |
| Influent Type of Impeller | Single Suction Pump | Working Pressure | 1.0 MPa |
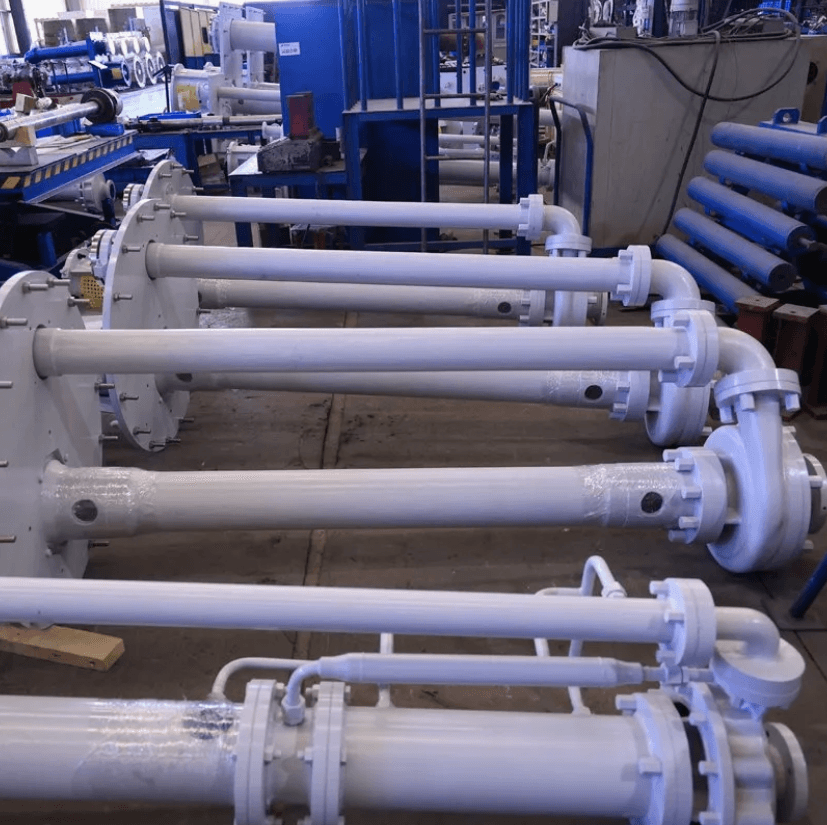
| Usage | Pump, Pumps | Position of Pump Shaft | Vertical Pump |
| Temperature | ~120℃ | Diameter | 50~600mm |
| Material Composition | Metals and Special Alloys | International Certification | API / CE / ISO |
| Transport Package | Wooden Box Packaging | Feature1 | Corrosion Resistant |
| Origin | China | Specification | Customizable |
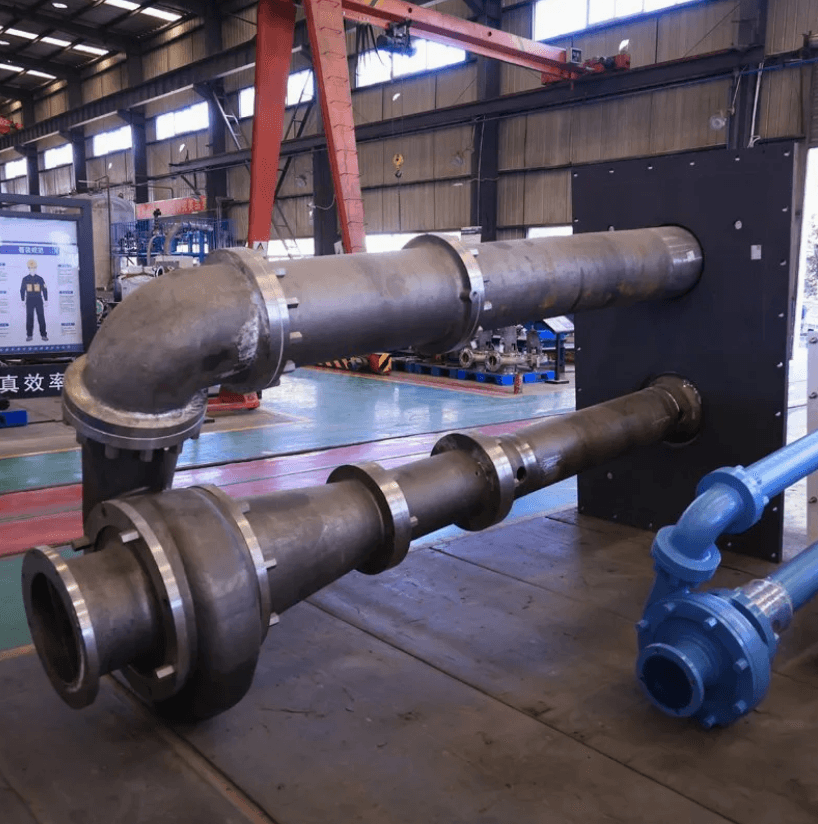
JSB chemical pumps are specifically designed to handle highly corrosive acids, including sulfuric acid, hydrochloric acid, nitric acid, and oleum. Constructed from over 30 proprietary JSB-series special alloys, these pumps deliver exceptional corrosion and wear resistance even in extreme industrial environments. They can operate continuously at temperatures up to 120°C, with annual corrosion rates as low as 0.025 mm, ensuring long-term stability and minimal maintenance. Ideal for chemical plants, metallurgical facilities, and petroleum refineries, these pumps provide reliable performance in high-concentration acid transfer and circulation applications. Their durable construction not only extends service life but also reduces downtime, making them a cost-effective solution for demanding acid-handling processes.
In addition to their durability, JSB chemical pumps are designed for energy efficiency and intelligent monitoring. Exceeding National Grade 1 energy-efficiency standards, they reduce electricity consumption by 20%–50%, verified in real-world applications such as copper smelting and coal chemical plants. Integrated with the JECO intelligent energy-saving system, these pumps utilize IoT and AI technologies to provide real-time monitoring and predictive maintenance alerts. Operators can identify potential issues before failures occur, minimizing unplanned downtime and maximizing equipment lifespan. With compliance to international standards like API 610 and DIN, these pumps offer globally compatible solutions for continuous, high-temperature acid handling. They are a trusted choice for facilities requiring safe, efficient, and long-lasting chemical pump systems.
JSB chemical pumps are engineered for the most demanding industrial environments, offering superior corrosion resistance, durability, and energy efficiency. Designed for multi-acid transfer, these pumps can handle highly corrosive media such as sulfuric acid, hydrochloric acid, nitric acid, and oleum. Constructed from over 30 proprietary JSB-series special alloys, they deliver exceptional resistance to both corrosion and wear, even under extreme conditions. The high-temperature chemical pump can operate continuously at temperatures up to 120°C, with annual corrosion rates as low as 0.025 mm, ensuring long-term stability, minimal maintenance, and extended service life.
These chemical pumps are widely used in industries including chemical processing, non-ferrous metallurgy, petroleum refining, and sulfur-phosphorus chemical production. Their robust design allows safe handling of concentrated acids, including 93%–98% sulfuric acid and 105% oleum, making them ideal for transfer, circulation, and dosing applications. By combining durable materials with precision engineering, JSB chemical pumps minimize unplanned downtime, reduce operational costs, and provide reliable performance in harsh working environments.
Beyond durability, JSB chemical pumps prioritize energy efficiency and intelligent monitoring. Exceeding National Grade 1 energy standards, these pumps reduce electricity consumption by 20%–50%, verified in industrial applications such as copper smelting plants and coal chemical facilities. Integrated with the JECO intelligent energy-saving system, the pumps leverage IoT and AI technologies to monitor operational status in real time, providing predictive maintenance alerts and early warning signals. This smart monitoring ensures operational stability, prevents failures before they occur, and extends the overall lifespan of the equipment.
Fully compliant with international standards such as API 610 and DIN, these chemical pumps are globally compatible, offering dependable solutions for multi-acid handling in demanding industrial processes. With a combination of corrosion resistance, energy efficiency, intelligent monitoring, and long-term reliability, JSB chemical pumps have become a trusted choice for industries requiring safe, high-performance, and long-life chemical pumping solutions.