Lewis® Compatible — Built for Strong Acid Service
Industrial Chemical & Petrochemical Pumps Manufacturer
EMAIL: info@chempumps.cn
Lewis® Compatible — Built for Strong Acid Service
Industrial Chemical & Petrochemical Pumps Manufacturer
EMAIL: info@chempumps.cn



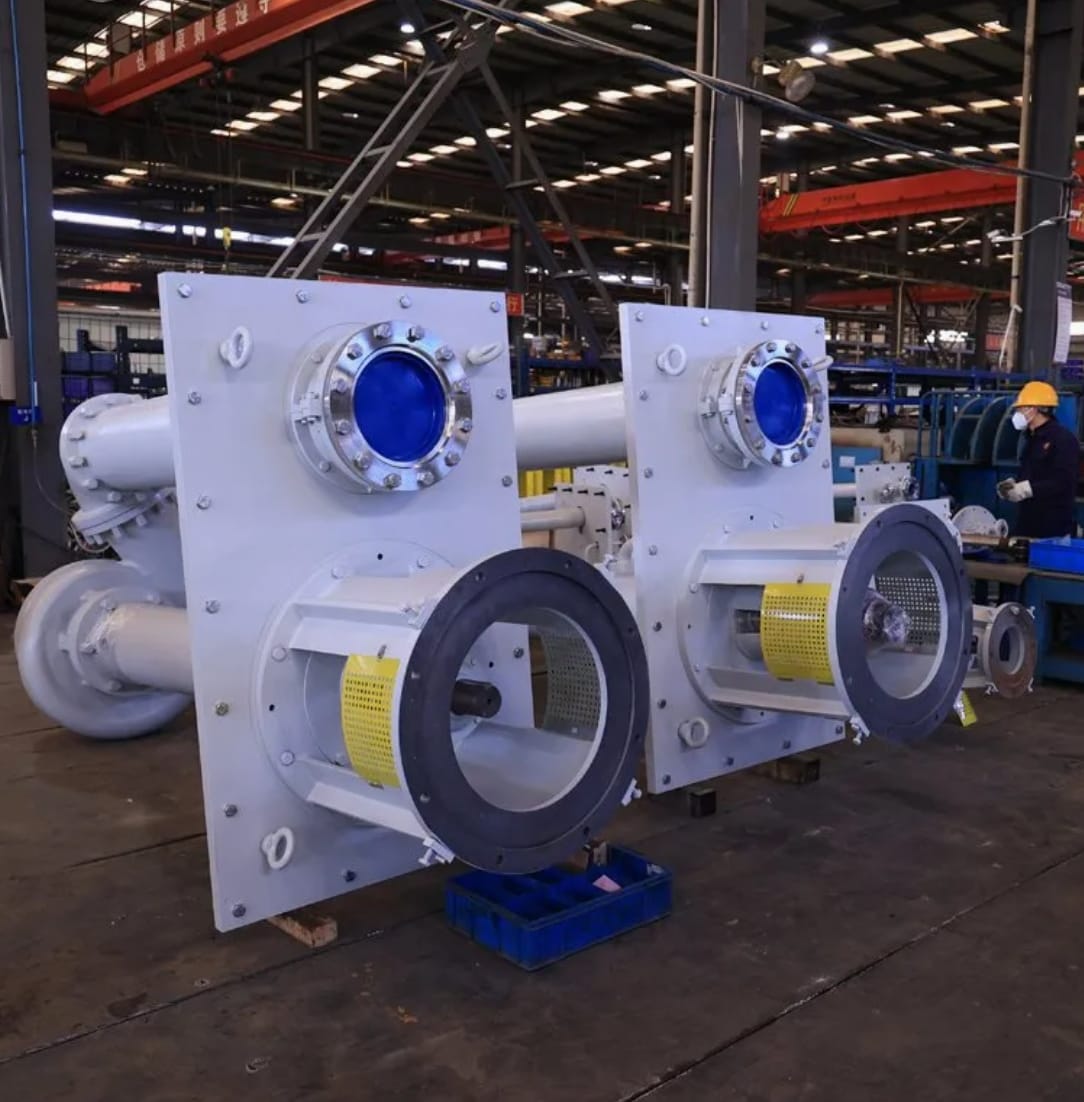
Vertical Molten Sulfur Pump High Temperature Resistant for Sulfuric Acid Plan
Quick Info:
Certifications:✅CE │ ✅API 610 │✅ISO 13069
Customization: ⚙ Available
After-sales Service: yes
Warranty: 1 Year
In Stock: ✔
EMAIL: info@chempumps.cn
This series achieves a maximum submerged depth of 3.6 meters. It employs a dual-support structure: above the liquid level, two rows of angular contact ball bearings bear axial loads; below the liquid level, one or two pairs of sliding bearings (i.e., shaft sleeves and bushings) bear radial loads. The flow-through components are crafted from high-quality JSB alloy material, resistant to high-temperature sulfuric acid corrosion, ensuring long service life.
Used in drying and absorption cycle systems of sulfuric acid production, as well as for conveying finished concentrated sulfuric acid. Suitable for transporting sulfuric acid at temperatures ≤120°C with concentrations ranging from 93% to 98%, or fuming sulfuric acid at temperatures ≥105°C.
| Max.Capacity | ~3520m³/H | Max.Head | ~55m |
| Impeller Number | Single-Stage Pump | Driving Type | Motor |
| Influent Type of Impeller | Single Suction Pump | Working Pressure | 1.0 MPa |
| Usage | Pump, Pumps | Position of Pump Shaft | Vertical Pump |
| Temperature | ~120℃ | Diameter | 50~600mm |
| Material Composition | Metals and Special Alloys | International Certification | API / CE / ISO |
| Transport Package | Wooden Box Packaging | Feature1 | Corrosion Resistant |
| Specification | Customizable | Origin | China |
This vertical sulfuric acid pump is designed for the transfer of 93–98% concentrated sulfuric acid and delivers reliable, high-performance operation in modern sulfuric acid plants. It supports a maximum submerged depth of 3.6 meters. Therefore, it works well in drying tower and absorption cycle systems where stability and corrosion resistance matter most.
The pump uses a dual-support structure that increases shaft reliability. Two rows of angular contact ball bearings above the liquid level handle axial loads. Additionally, one or two pairs of sliding bearings below the liquid level provide strong radial support. This arrangement improves operating stability and reduces vibration.
Moreover, all wetted components are made from high-quality JSB alloy. This material offers excellent resistance to high-temperature sulfuric acid corrosion. As a result, the pump delivers a longer service life and maintains steady performance during continuous industrial operation.
This high-temperature oleum pump is designed for sulfuric acid drying and absorption systems. It handles aggressive acid media under severe operating conditions with stable performance.
The pump supports sulfuric acid concentrations from 93% to 98% at temperatures up to 120°C. Additionally, it can handle fuming sulfuric acid at temperatures of 105°C and above. Therefore, it meets the demands of high-temperature and high-corrosion environments.
The pump features a robust submerged design and uses corrosion-resistant alloy materials. As a result, it reduces wear and lowers maintenance requirements. Moreover, it ensures long-term reliability in continuous operation.
For sulfuric acid plants, this pump provides a dependable solution for finished acid transfer and process circulation. Overall, it delivers efficient and durable performance in demanding chemical applications.
Molten Sulfur Pump Overview
A molten sulfur pump is a specialized solution for handling high-temperature sulfur in demanding industrial environments. It keeps sulfur in a molten state and ensures smooth transfer. Therefore, it prevents solidification inside pipelines and maintains stable flow.
A high-performance molten sulfur pump operates reliably under elevated temperatures. It delivers steady flow, high efficiency, and long service life. Moreover, it is widely used in sulfur production, storage, and transfer systems. These systems require continuous operation and precise temperature control.
Applications in Sulfur Handling Systems
In many sulfur facilities, operators use a molten sulfur pump to move sulfur from melting tanks to storage vessels, loading stations, and downstream units. Because molten sulfur solidifies quickly when temperature drops, stable heating is essential.
Therefore, a high-temperature molten sulfur pump is required. These pumps often include heating jackets or insulation systems. Additionally, these features maintain stable temperature and prevent blockages. As a result, the system ensures safe and continuous sulfur transfer.
Flexible Industrial Use
A molten sulfur pump can also work as a liquid sulfur pump, chemical pump, or chemical transfer pump depending on the application. In refineries and sulfur recovery units, it often operates as a high-temperature sulfur pump.
Moreover, the pump handles changes in sulfur viscosity and flow behavior. This allows stable performance under different process conditions.
Key Advantages
A well-designed molten sulfur pump offers several advantages. It provides strong resistance to heat stress and stable hydraulic performance. It also ensures reliable sealing during long operation cycles.
Additionally, pump materials withstand thermal expansion and continuous exposure to sulfur. A corrosion-resistant pump improves durability and reduces maintenance needs. As a result, it lowers downtime and improves plant efficiency.
Industrial Applications & Selection Factors
Molten sulfur pumps are widely used in petrochemical plants, refineries, and sulfur processing facilities. They support safe and efficient high-temperature fluid transfer.
When selecting a molten sulfur pump, consider operating temperature, flow rate, head, sealing system, and material compatibility. Therefore, proper selection ensures stable performance and long-term reliability.
Overall, a professionally designed molten sulfur pump provides a reliable and cost-effective solution for sulfur transfer. It helps improve process stability and ensures safe operation in demanding industrial environments.