
Selecting the wrong pump for sulfuric acid service can lead to rapid corrosion, costly downtime, and serious safety risks. Therefore, understanding the key selection criteria before purchasing is essential for any chemical plant engineer or procurement manager. In this guide, we walk through the most critical factors to help you choose the right sulfuric acid pump for your specific process requirements.
Key Factors When Selecting a Sulfuric Acid Pump
Sulfuric acid service is one of the most demanding applications in industrial fluid handling. Furthermore, the selection criteria vary significantly depending on acid concentration, operating temperature, and flow requirements. As a result, a pump that performs well in one process stage may fail quickly in another.
Acid Concentration and Temperature Range
The single most important factor is acid concentration. Concentrated sulfuric acid at 93–98% behaves very differently from dilute acid below 70%. Furthermore, oleum (fuming sulfuric acid) at concentrations above 105% requires even more specialized materials. Therefore, always confirm your exact concentration range before selecting pump materials.
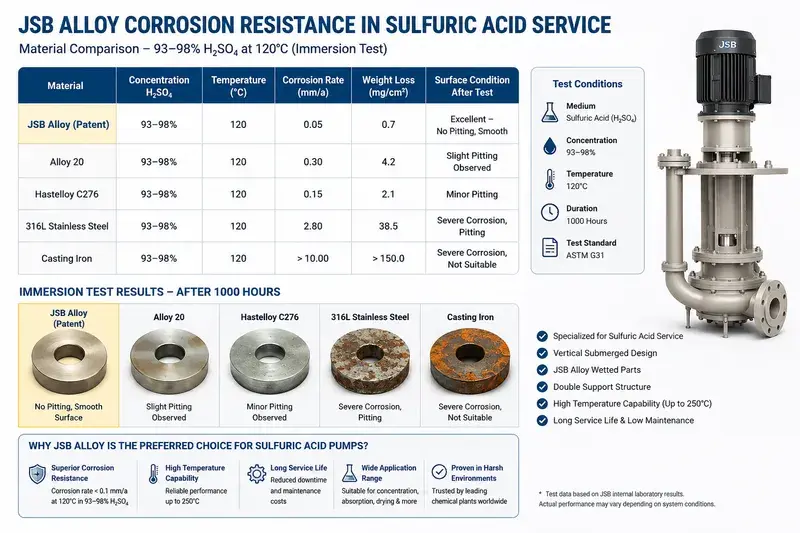
Operating temperature is equally critical. Because JSB alloy maintains a corrosion rate below 0.1 mm/a at 120°C in concentrated H₂SO₄, it is the preferred material for most acid circulation duties. In addition, ultra-high-temperature applications up to 250°C require double-support structures and premium bearing configurations to ensure long-term reliability.
Flow Rate and Head Requirements
After confirming the acid concentration, the next step is calculating your required flow rate and head. Because undersized pumps cause process bottlenecks and oversized pumps waste energy, accurate hydraulic calculation is essential. Furthermore, vertical submerged designs suit high-volume drying and absorption tower duties, while horizontal centrifugal designs are better for transfer and dosing applications.
For large-volume circulation in sulfuric acid plants, our concentrated sulfuric acid pump handles flows up to 3,520 m³/h with stable performance across absorption and drying tower circuits. As a result, plant engineers can cover the full range from small dosing duties to large-scale acid circulation with a single certified pump family.
Material Selection for Corrosion Resistant Performance
Material compatibility is the foundation of reliable acid pump selection. In addition, the wrong material choice leads to rapid pitting, stress cracking, and premature failure. Therefore, understanding the available alloy options is critical before finalizing your pump specification.
Why JSB Alloy Outperforms Standard Materials
Standard cast iron and stainless steel both fail rapidly in concentrated sulfuric acid service. However, JSB alloy – a high-silicon cast iron variant – provides exceptional resistance to both concentrated H₂SO₄ and oleum. Furthermore, its corrosion rate in 93–98% H₂SO₄ at 110°C is only 0.05–0.2 mm/a, which translates directly to 300% longer service life compared to conventional alternatives.
Our corrosion resistant chemical pump(https://chempumps.cn/product/corrosion-resistant-pump/) range uses JSB alloy for all wetted components, including the impeller, casing, and shaft sleeve. As a result, plants in sulfuric acid production, fertilizer manufacturing, and petrochemical refining consistently report extended maintenance intervals and lower total lifecycle costs.

Lewis® Compatible Design for Easy Retrofitting
Many existing sulfuric acid plants operate with Lewis® pump installations. Therefore, replacing aging equipment should not require full piping modifications. Our pumps are proven Lewis® compatible replacements, which consequently simplifies retrofitting and reduces project downtime significantly. In addition, dimensional compatibility means plant engineers can upgrade to modern alloy performance without redesigning the pump station.
Compliance Standards – Why API 610 Matters
For petrochemical refineries, fertilizer plants, and large-scale chemical facilities, pump compliance with international standards is non-negotiable. Furthermore, project specifications in Europe, the Middle East, and Southeast Asia increasingly require API 610 certification as a minimum requirement.
API 610 vs Standard Chemical Pumps
An API 610 pump is engineered to a higher mechanical standard than general ISO chemical pumps. Specifically, API 610 requires reinforced casing wall thickness, enhanced bearing housing rigidity, and qualified seal chamber designs. As a result, these pumps deliver lower vibration, better MTBF (mean time between failures), and safer operation in hazardous acid environments.
In addition, API 610 compliance covers OH1, OH2, BB2, BB5, VS4, and VS6 pump types, which means the standard applies across cantilever, between-bearing, and vertical submerged configurations. Therefore, whether your application is acid dosing, absorption tower circulation, or high-pressure transfer, an API 610 certified pump is available for every duty point.
Summary: Sulfuric Acid Pump Selection Checklist
Before placing your order, confirm these five key parameters:
- Acid concentration – 93–98% H₂SO₄, oleum ≥105%, or dilute acid below 70%
- Operating temperature – standard ≤120°C or ultra-high-temperature ≤250°C
- Flow rate and head – match to hydraulic calculation, not just nominal sizing
- Material specification – JSB alloy for concentrated acid, duplex stainless for dilute service
- Compliance requirement – API 610, ISO 5199, CE, or project-specific standards
Furthermore, working with an experienced sulfuric acid pump manufacturer ensures that your pump selection is validated against real operating data, not just catalog specifications. As a result, you reduce procurement risk and achieve longer, more reliable service from your fluid handling equipment.
Need help selecting the right sulfuric acid pump for your plant?
Contact our engineering team at :info@chempumps.cn。or visit our sulfuric acid pump product range for full technical specifications.